Mikrovattenstrålestyrd laserbearbetningsmaskin

Detaljerat diagram
Introduktion
I takt med att tillverkningsindustrin fortsätter att kräva högre precision och produktivitet,vattenstrålestyrd laser (WJGL)Tekniken vinner alltmer fart både vad gäller teknisk implementering och marknadspotential. Inom avancerade sektorer som flyg- och rymdteknik, elektronik, medicintekniska produkter och fordonstillverkning ställs stränga krav på dimensionsnoggrannhet, kantintegritet, kontroll av värmepåverkade zoner (HAZ) och bevarande av materialegenskaper. Konventionella processer – mekanisk bearbetning, termisk skärning och standardlaserbearbetning – kämpar ofta med kraftig termisk påverkan, mikrosprickbildning och begränsad kompatibilitet med högreflekterande eller värmekänsliga material.
För att hantera dessa begränsningar introducerade forskare en höghastighetsmikrovattenstråle i laserprocessen, vilket skapade WJGL. I denna konfiguration fungerar vattenstrålen samtidigt som enstrålstyrande mediumoch eneffektivt kylmedel/skräpborttagningsmedel, vilket förbättrar skärkvaliteten och breddar materialtillämpbarheten. Konceptuellt är WJGL en innovativ hybrid av traditionell laserbearbetning och vattenskärning, som erbjuder hög energitäthet, hög precision och markant minskad värmeskada – attribut som stöder ett brett spektrum av precisionstillverkningsscenarier.

Arbetsprincip för vattenstrålestyrd laser
Som illustreras i figur 1 är det centrala konceptet med WJGL att överföra laserenergi genom en kontinuerlig vattenstråle, som effektivt fungerar som en "flytande optisk fiber". I konventionella optiska fibrer styrs ljuset avtotal intern reflektion (TIR)på grund av skillnaden i brytningsindex mellan kärnan och beklädnaden. WJGL använder samma mekanism vidvatten-luft-gränssnittetvatten har ett brytningsindex på ungefär1,33, medan luften är ungefär1,00När lasern kopplas till strålen under lämpliga förhållanden, begränsar TIR strålen till vattenpelaren, vilket möjliggör stabil utbredning med låg divergens mot bearbetningszonen.
Fig. 1 Bearbetningsegenskaper för vattenstrålestyrd laser (schematisk)

Munstycksdesign och mikrostrålebildning
Effektiv laserkoppling till strålen kräver ett munstycke som kan producera en stabil, kontinuerlig, nästan cylindrisk mikrostråle, samtidigt som lasern kan komma in i en lämplig vinkel för att bibehålla TIR vid gränsen mellan vatten och luft. Eftersom strålstabilitet starkt styr strålöverföringsstabilitet och fokuseringskonsistens, förlitar sig WJGL-system vanligtvis på exakt vätskekontroll och noggrant konstruerade munstycksgeometrier.
Figur 2 visar representativa stråltillstånd genererade av olika munstyckstyper (t.ex. kapillär och olika koniska konstruktioner). Munstycksgeometrin påverkar strålkontraktion, stabil längd, turbulensutveckling och kopplingseffektivitet – vilket påverkar bearbetningskvalitet och repeterbarhet.
Vatten uppvisar också våglängdsberoende absorption och spridning. I det synliga och nära infraröda området är absorptionen relativt låg, vilket stöder effektiv transmission. Däremot ökar absorptionen i det fjärrinfraröda och ultravioletta området, så de flesta WJGL-implementeringar arbetar i det synliga till nära infraröda bandet.
Fig. 2 Munstycksstrukturer för mikrostrålebildning: (a) kontraktionsschema; (b) kapillärmunstycke; (c) koniskt munstycke; (d) övre koniskt munstycke; (e) nedre koniskt munstycke

Viktiga fördelar med WJGL
Traditionella bearbetningsmetoder inkluderar mekanisk skärning, termisk skärning (t.ex. plasma-/flamskärning) och konventionell laserskärning. Mekanisk bearbetning är kontaktbaserad; verktygsslitage och skärkrafter kan orsaka mikroskador och deformation, vilket begränsar uppnåelig precision och ytintegritet. Termisk skärning är effektivt för tjocka sektioner men producerar vanligtvis stora HAZ-värden, kvarvarande spänningar och mikrosprickor som minskar mekanisk prestanda. Konventionell laserbearbetning, även om den är mångsidig, kan fortfarande drabbas av relativt stora HAZ-värden och instabil prestanda på mycket reflekterande eller värmekänsliga material.
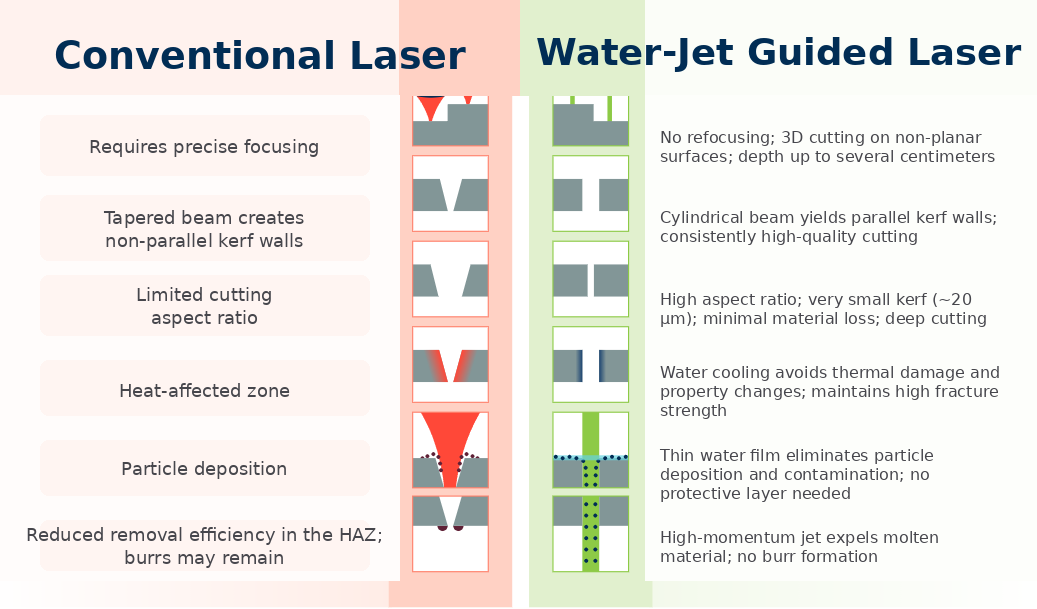
Som sammanfattas i figur 3 använder WJGL vatten som transmissionsmedium och ett samtidigt kylmedel, vilket avsevärt minskar HAZ och undertrycker distorsion och mikrosprickbildning, vilket förbättrar precision och egg-/ytkvalitet (se figur 4). Dess fördelar kan sammanfattas enligt följande:
-
Låg termisk skada och förbättrad kvalitetDen höga specifika värmekapaciteten och det kontinuerliga vattenflödet avlägsnar snabbt värme, vilket begränsar värmeackumulering och hjälper till att bevara mikrostruktur och egenskaper.
-
Förbättrad fokusstabilitet och energiutnyttjandeInneslutning inom strålen minskar spridning och energiförlust jämfört med utbredning i fritt utrymme, vilket möjliggör högre energitäthet och mer konsekvent bearbetning – väl lämpat för finskärning, mikroborrning och komplexa geometrier.
-
Renare och säkrare driftVattenmediet fångar upp och avlägsnar ångor, partiklar och skräp, vilket minskar luftburen kontaminering och förbättrar arbetssäkerheten.
Fig. 3 Jämförelse mellan konventionell laserbearbetning och WJGL
Fig. 4 Jämförelse av typiska skär- och borrtekniker

Användningsområden
1) Flyg- och rymdindustrin
Flygkomponenter använder ofta högpresterande material som titanlegeringar, nickelbaserade legeringar, CFRP, CMC och keramik, vilka är utmanande att bearbeta samtidigt som både precision och effektivitet bibehålls. Med sin kombinerade höga energitäthet och effektiva kylning möjliggör WJGL noggrann skärning med reducerad HAZ, vilket minimerar deformation och egenskapsförsämring och stöder tillförlitlighetskritiska delar.
2) Medicintekniska produkter
Tillverkning av medicintekniska produkter kräver exceptionell precision, renhet och ytintegritet för produkter som minimalinvasiva instrument, implantat och diagnostiska/terapeutiska apparater. Genom att kyla och rengöra bearbetningszonen med vattenflöde minskar WJGL termiska skador och ytkontaminering, vilket förbättrar konsistensen och stöder biokompatibilitet. Det möjliggör också precisionstillverkning av komplexa geometrier för anpassade enheter.

3) Elektronik
Inom mikroelektronik och halvledartillverkning används WJGL ofta för waferdicing, chipkapsling och mikrostrukturering tack vare dess höga precision och låga termiska påverkan. Vattenkylning mildrar värmeinducerad skada på känsliga komponenter, vilket förbättrar tillförlitlighet och prestandastabilitet.
4) Diamantbearbetning
För diamanter och andra ultrahårda material erbjuder WJGL högprecisionsskärning och borrning med låg termisk påverkan, minimal mekanisk stress, hög effektivitet och överlägsen egg-/ytkvalitet. Jämfört med konventionella mekaniska metoder och vissa lasertekniker är WJGL ofta mer effektivt för att bevara materialintegritet och undertrycka defekter.

Vanliga frågor om vattenstrålestyrd laser (WJGL)
1) Vad är vattenstrålestyrd laserbearbetning (WJGL)?
WJGL är en laserbearbetningsmetod där laserstrålen kopplas till en mikrovågsvattenstråle. Vattenstrålen fungerar både som ett strålledande medium och ett kylande/avlägsnande medium, vilket möjliggör hög precision med minskad termisk skada.
2) Hur fungerar WJGL?
WJGL förlitar sig på total intern reflektion vid gränssnittet mellan vatten och luft. Eftersom vatten och luft har olika brytningsindex kan lasern begränsas och styras inuti vattenpelaren – ungefär som en "flytande optisk fiber" – och levereras stabilt till bearbetningszonen.
3) Varför minskar WJGL den värmepåverkade zonen (HAZ)?
Det kontinuerligt strömmande vattnet avlägsnar värme effektivt tack vare sin höga värmekapacitet. Detta undertrycker värmeackumulering, vilket minskar risken för farliga luftvägar, distorsion och mikrosprickbildning.
4) Vilka är de största fördelarna jämfört med konventionell laserbearbetning?
Viktiga fördelar inkluderar vanligtvis:
-
Minskat eller inget behov av omfokusering; lämplig för icke-plan/3D-skärning
-
Mer enhetliga, parallella sågskärväggar och förbättrad skärkvalitet
-
Betydligt lägre termisk påverkan (mindre HAZ)
-
Renare bearbetning: vatten fångar upp partiklar och hjälper till att förhindra avlagringar/kontaminering
-
Mindre gradbildning: strålen hjälper till att mata ut smält material från skäret
Om oss
XKH specialiserar sig på högteknologisk utveckling, produktion och försäljning av specialoptiska glas och nya kristallmaterial. Våra produkter används inom optisk elektronik, konsumentelektronik och militären. Vi erbjuder optiska safirkomponenter, mobiltelefonlinsskydd, keramik, LT, kiselkarbid SIC, kvarts och halvledarkristallskivor. Med skicklig expertis och den senaste utrustningen utmärker vi oss inom icke-standardiserad produktbearbetning, med målet att vara ett ledande högteknologiskt företag inom optoelektroniska material.