Infraröd pikosekund laserskärningsutrustning med dubbla plattformar för optisk glas-/kvarts-/safirbearbetning



Huvudparameter
| Lasertyp | Infraröd pikosekund |
| Plattformstorlek | 700×1200 (mm) |
| 900×1400 (mm) | |
| Skärtjocklek | 0,03–80 (mm) |
| Skärhastighet | 0–1000 (mm/s) |
| Skärkantsbrott | <0,01 (mm) |
| Obs: Plattformsstorleken kan anpassas. | |
Viktiga funktioner
1. Ultrasnabb laserteknik:
· Korta pulser på pikosekundnivå (10⁻¹²s) i kombination med MOPA-inställningsteknik uppnår maximal effekttäthet >10¹² W/cm².
· Infraröd våglängd (1064 nm) penetrerar transparenta material genom ickelinjär absorption, vilket förhindrar ytablation.
· Ett patentskyddat optiskt system med multifokus genererar fyra oberoende bearbetningspunkter samtidigt.
2. Synkroniseringssystem med dubbla stationer:
· Granitbaserade dubbla linjära motorsteg (positioneringsnoggrannhet: ±1 μm).
· Stationsomkopplingstid <0,8s, vilket möjliggör parallella "bearbetning-lastning/lossning"-operationer.
· Oberoende temperaturkontroll (23±0,5°C) per station säkerställer långsiktig bearbetningsstabilitet.
3. Intelligent processkontroll:
· Integrerad materialdatabas (200+ glasparametrar) för automatisk parametermatchning.
· Plasmaövervakning i realtid justerar dynamiskt laserenergin (justeringsupplösning: 0,1 mJ).
· Luftridåskydd minimerar mikrosprickor i kanterna (<3 μm).
I ett typiskt tillämpningsfall som involverar 0,5 mm tjock safirskivor, uppnår systemet en skärhastighet på 300 mm/s med flisdimensioner <10 μm, vilket motsvarar en 5x effektivitetsförbättring jämfört med traditionella metoder.
Fördelar med bearbetning
1. Integrerat skär- och klyvsystem med dubbla stationer för flexibel drift;
2. Höghastighetsbearbetning av komplexa geometrier förbättrar processomvandlingseffektiviteten;
3. Konfria skäreggar med minimal flisning (<50 μm) och operatörssäker hantering;
4. Sömlös övergång mellan produktspecifikationer med intuitiv användning;
5. Låga driftskostnader, hög avkastning, förbrukningsfri och föroreningsfri process;
6. Nollgenerering av slagg, avfallsvätskor eller avloppsvatten med garanterad ytintegritet;
Exempelvisning
Typiska tillämpningar
1. Tillverkning av konsumentelektronik:
· Precisionskonturskärning av smartphones 3D-täckglas (R-vinkelnoggrannhet: ±0,01 mm).
· Mikrohålsborrning i safirfärgade klocklinser (minsta bländare: Ø0,3 mm).
· Efterbehandling av transmissiva zoner av optiskt glas för kameror under skärmen.
2. Produktion av optiska komponenter:
· Mikrostrukturbearbetning för AR/VR-linsmatriser (funktionsstorlek ≥20 μm).
· Vinklad skärning av kvartsprismor för laserkollimatorer (vinkeltolerans: ±15").
· Profilformning av infraröda filter (skärkona <0,5°).
3. Halvledarförpackning:
· TGV-bearbetning (glasgenomströmning) på wafernivå (bildförhållande 1:10).
· Mikrokanaletsning på glassubstrat för mikrofluidiska chips (Ra <0,1 μm).
· Frekvensavstämningsskärningar för MEMS-kvartsresonatorer.
För tillverkning av optiska LiDAR-fönster för fordonsbruk möjliggör systemet konturskärning av 2 mm tjockt kvartsglas med en skärvinkelräthet på 89,5 ± 0,3°, vilket uppfyller kraven för vibrationstestning av fordonstyp.
Processapplikationer
Speciellt konstruerad för precisionsskärning av spröda/hårda material inklusive:
1. Standardglas och optiska glas (BK7, smält kiseldioxid);
2. Kvartskristaller och safirsubstrat;
3. Härdat glas och optiska filter
4. Spegelsubstrat
Kan utföra både konturskärning och precisionsborrning av invändiga hål (minsta Ø 0,3 mm)
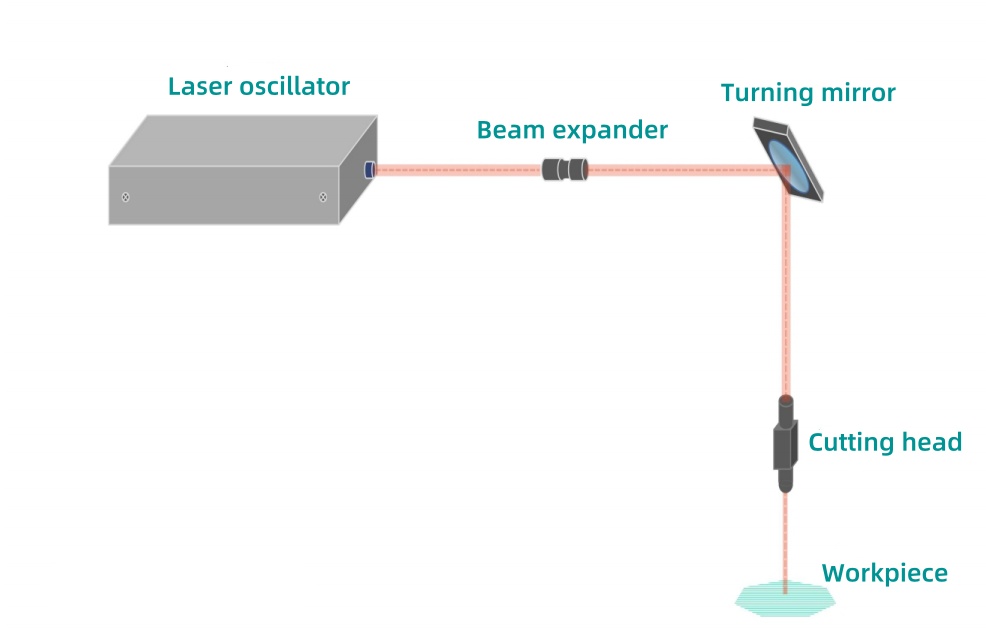
Laserskärningsprincip
Lasern genererar ultrakorta pulser med extremt hög energi som interagerar med arbetsstycket inom tidsskalor från femtosekund till pikosekunder. Under utbredning genom materialet bryter strålen sin spänningsstruktur och bildar filamenthål i mikronskala. Optimerat hålavstånd genererar kontrollerade mikrosprickor, som i kombination med klyvningsteknik uppnår precisionsseparation.
Fördelar med laserskärning
1. Hög automatiseringsintegration (kombinerad skär-/klyvfunktion) med låg strömförbrukning och förenklad drift;
2. Kontaktfri bearbetning möjliggör unika funktioner som inte kan uppnås med konventionella metoder;
3. Förbrukningsfri drift minskar driftskostnaderna och förbättrar miljömässig hållbarhet;
4. Överlägsen precision med noll konvinkel och eliminering av sekundära skador på arbetsstycket;
XKH erbjuder omfattande anpassningstjänster för våra laserskärningssystem, inklusive skräddarsydda plattformskonfigurationer, specialiserad processparameterutveckling och applikationsspecifika lösningar för att möta unika produktionskrav inom olika branscher.